| 🔍 > Lean Terms Directory |
Takt Time
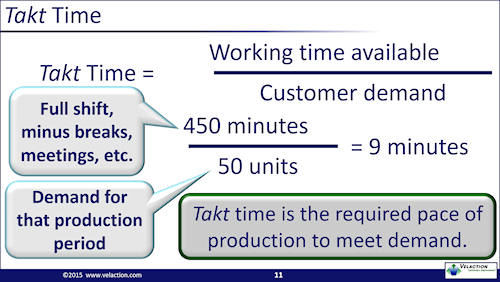
Takt time is the required pace of production to meet customer demand. It is calculated by dividing the working time available, generally for that shift, by the customer demand during that time period.

Despite its apparent simplicity, it is one of the most misunderstood terms in continuous improvement. It is frequently confused with cycle time. The confusion stems from the fact that there are many nuances to determining working time. It can also be a challenge to estimate demand, especially if you run several uneven shifts.
The word takt comes from the German word for the baton used by an orchestra conductor. In the same way, takt time provides the rhythm for a manufacturing process.
Takt time is one of the three components of Standard Work, which is most commonly applied to Lean manufacturing. The principle of takt time also applies to the Lean office, but due to the variation inherent to processes based on customer interactions, it is much harder to match administrative production to a precise pace.
Takt Time Basics
- Cycle time should be balanced to takt time. If cycle time exceeds takt time, the process can’t meet demand. If cycle time is shorter than takt time, the process is inefficient.
- Takt time can’t be directly changed. Takt time is a function of demand and working time, so can only change when demand changes, or working time changes. If customer demand rises, takt time drops. If customer demand drops, takt time increases.
- Unevenly sized shifts complicate takt time. If a half-sized night shift complements a full-sized day shift, assigning demand evenly would cause problems. You will need a little algebra to allocate demand out properly to create separate day and night takt
- Takt Time clocks. Takt time is often shown on a countdown clock on the wall for assembly lines. It helps teams manage the pace of production.
Takt time and cycle time determine the number of operators.
Dividing the total cycle time needed to produce a product by the takt time yields the number of operators required to meet customer demand. In reality, this calculated number is often too low to meet production needs, as processes are seldom perfectly balanced.
 Learn About Takt Time in Our Standard Work Video
Learn About Takt Time in Our Standard Work Video

In order to understand takt, imagine that you are twelve years old, and have a paper route that you do before school every day. The papers get delivered an hour before you have to leave for school. So, it would appear that you have sixty minutes available to deliver all of your papers. But if you think about it, do you really have a full hour? No.
You have to get your bike out of the garage and load your basket up. (For the sake of this example, let’s assume that you have good balance and can roll up the newspapers on the fly.) You also have to park your bike and put away your bag when you finish your route. So that sixty minutes really turns into more like fifty.
Lesson 1: Working Time Available is less than the length of the shift.
Besides the working time available, there is something else you need to know to calculate the takt time for newspaper delivery. The other critical piece of information is how many papers you have to deliver. Let’s say you have 25 houses on your route. You now have enough information for your takt time calculation.
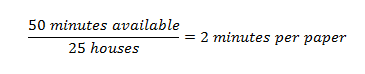
The amount of time you have available to deliver each paper, your takt time, is 2 minutes.
You are probably already asking the obvious follow-up question: How long does it take you to deliver each paper? The actual time it takes you is known as cycle time. If it takes you less than two minutes, on average, you are able to meet your demand. If it takes longer, you are not going to get to school on time.
So, takt time is what you need to be able to do, and cycle time is what you can do. While you want them to be in alignment, one does not affect the other. Customers changing their purchasing patterns doesn’t change the work content of a product. Making a dramatic improvement during a project doesn’t get customers lining up for your product.
Lesson 2: Takt time and cycle time are determined independently.
Comparing takt and cycle times, once determined, drives actions. It establishes the staffing needed. It drives improvement projects. It provides information to the marketing team about pricing. It can be used to establish lead times based on backlogs.
Lesson 3: Comparing takt time and cycle time drives action.
When a process is extremely stable, like on an assembly line, it is easy to pace to the takt time. The work advances at a set pace, so the product rolls off the end in very predictable increments. This isn’t the situation with a newspaper route. Believe it or not, this example is more like working in a Lean office than on a shop floor.
Why? Because there is a lot of variation. The weather. The distance between houses. Some people like the paper placed neatly on the porch. Others don’t mind having it chucked somewhere in the vicinity of the door. Some driveways are long. Some houses are close to the street. Some of your customer’s dogs are not so friendly. You get the idea.
In the office, you experience similar variation. Customers call or e-mail at random intervals. Some requests are small; some are significant. Some orders come in with one line; some are several pages long.
Probably most notably, averaging out demand is harder in service operations. If orders for widgets come in primarily at the beginning of the week, they can often be allocated throughout the week, or can be built to a small finished goods inventory. The finished goods are then replenished at a stable pace that matches average demand, even though the actual orders are frontloaded each week.
Customers on the phone, though, won’t sit on hold very long. And customers don’t want papers delivered all day long, or worse, the next day. In effect, service takt times are relevant in smaller windows because the work does not “keep”. A shop floor might use weekly demand averaged out to determine the takt time. In the office, there may be numerous demand windows. The paper route may have demand of 25 papers for weekdays and 50 papers on Sundays.
Furthermore, even with an average demand, the work content can vary substantially. On a paper route, or in the office, takt time works best as an average pace. Some papers get delivered quickly; others will take longer. Some phone calls can get resolved in a flash; others take a bit more time. But the law of large numbers eventually takes over. In many processes, you will find that every cycle is different, but any group of ten cycles looks an awful lot like any other group of ten cycles.
In practice, this lets you use milestones to keep on pace. If your takt time is two minutes for a process with variable inputs, you might use an hourly milestone. You know you have to get thirty cycles done every sixty minutes. And when a team starts falling off the pace, and can recognize it early on, leaders can make plans to get back on schedule—plans that don’t include working faster. Contrast this to the shop floor where a line might shift every 9 minutes like clockwork.
Lesson 4: Takt time must be applied creatively in the office.
Managing Takt Time Issues
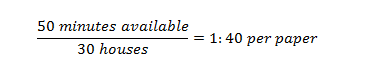
Let’s take a look at how these types of variation might manifest. Imagine that your local newspaper decides to offer a ‘Sunday only’ delivery option, and 25 more houses on your route elect to get this big, unwieldy edition. Two things happen, right? First, you now have 50 minutes to deliver to 50 houses—a drastically reduced takt time of one minute. Plus, the Sunday paper is bulky and is harder to bundle up; and you just can’t carry as many on your bike. Even worse, you can’t toss a Sunday edition because the rubber band would break and create a mess. Your cycle time goes up at the same time that your takt time drops.
One option is to group your demand into different periods—Sundays and weekdays and weekends, for example. No problem. You just have to get creative on how you staff for the different periods. Fast food restaurants adjust their staff throughout the day—they know the pace picks up during mealtimes and slows down the rest of the day. Whether they call it takt time or not, they end up matching their capacity to the required pace. On your paper route, you might do the same thing by hiring a friend to help you meet your Sunday demand, or you could work a longer shift.
It is a little different when there is a more lengthy overall demand shift rather than cyclical variations. This happens during boom times, new product releases, or in economic downturns.
In these cases, it is a matter of watching for indicators, predicting future demand, and managing capacity to match the new requirements. If demand picks up and capacity doesn’t change, your company is leaving money on the table, and those customers will go elsewhere—maybe forever. On the other hand, if demand falls and capacity stays the same, the company is losing money by having excess capacity. And the better you get at recognizing the coming change, the less waste will affect your operation.
So, back to your paper route. Let’s assume that you want to earn more money by adding more customers to your route. The big question for you would be whether you can handle the load. The answer lies in being able to understand how fast you need to be able to work to meet the new demand.
Let’s see what happens if you add five houses to your route. Again, pull out your trusty takt time calculation (or use a takt time calculator).
You would have to be able to deliver the paper at each house 20 seconds faster than before.
So, takt time serves to give you a real target for improvement, not just an arbitrary, made-up percentage. If it currently takes you 1:52 (112 seconds) per paper, you’d need an 11% reduction in your cycle time to meet your planned customer demand. Goals with a specific purpose are always easier for frontline employees to get behind than annual improvement goals (i.e. improve productivity by 10% per year).
You do have some other options. What if you cut down the time it takes you to transition at the beginning and end of each route? You could increase the available time to 55 minutes instead of 50.
Now your takt time only drops by 10 seconds to meet this new demand. Ten seconds seems much more manageable.
It should not be a big stretch to picture how the concept of takt time helps managers plan their demand and capacity in their companies.

Pay attention to some of the common problems people face when applying the concept of takt time to their work.
- People routinely use the terms “cycle time” and “takt time” interchangeably. Be careful not to do that. It leads to confusion. Here’s a tip. If you are thinking of a time that can be measured with a stopwatch, you are thinking of cycle time. If it is something that you have to figure out with a calculator, it is takt.

Use a calculator to CALCULATE takt time

Use a stopwatch to MEASURE cycle time
- You can’t change takt time with anything you can do on the shop floor. Only changes in customer demand or adjusting the length of a work shift can alter takt Shop floor managers and employees rarely have control over these factors. You are probably really thinking that you want to lower your cycle time.
- Multiple shifts create a challenge for takt Suppose you have a full size day shift and a half-size night shift. You’d probably split the demand for each shift, so the night shift had half the demand (and twice the takt time) of the day shift.
- Multiple assembly lines are another challenge. Often, with expansion, a company adds a second production area. Almost invariably, this new line is far faster than the old line. After all, engineers use the lessons learned from years of running the old line to create the new layout. Most likely, the manager in charge will allocate out some of the demand to each line—maybe a 60/40 split. In effect, each work area now has its own takt time it has to meet for the company to fill its customers’ needs.
- Companies have to get creative when there is a temporary spike in customer demand. They won’t want to add expensive capacity to meet the lower takt time, but they don’t want to lose sales either. Consider the annual release of toys during the holiday season. There is always one—a talking doll, or a video game console—that is hard to find. You may have to accommodate the unorthodox measures your company has to take to keep from leaving money on the table.
- Production areas frequently mount a takt time clock on the wall that counts down the time remaining until a product should be completed. It is easy to get overwhelmed by the pressure of the relentless ticking. Despite that constant reminder of the time constraint, don’t hesitate to stop production if there is a problem. Never pass on poor quality. This requires strong trust between managers and frontline employees. Managers must trust their employees’ judgment; employees must believe that managers really mean it when they say that quality comes first.
- Watch out for one common challenge to using takt time in the Lean office. When several people each do the same process to completion (as opposed to each doing a portion of the work and handing it off to the next person), you have to look at the whole picture. A team of ten people might be required to each pull from the same incoming pile of work, whether phone calls, or customer support emails, or credit applications.
Remember—in the office, the cycle-to-cycle variation is high, so managing to takt time for individuals will have you chasing problems that might not really exist. Operator 4 may finish three emails in an hour, while Operator 7 may finish 9. More than likely, the variation is in the incoming work, and is not a problem with the process. So, instead of looking at people individually, consider managing the pace of the whole continuous improvement team.

Use takt time to your advantage. Don’t get discouraged by thinking of it as something you have to keep up with. Look at it in reverse. Think of it like a contract. Once it is established, your boss should provide you with the resources and a solid process to produce at that pace.
Good leaders who understand Lean know that they can’t just adjust the pace of production without providing the necessary resources. You, in all likelihood, will have Standard Work Sheets balanced to your takt time. If your boss is asking you to go faster than this “contract” says you should, he knows he is asking for trouble—poor quality, injuries, and unhappy employees who will quickly lose faith in Lean.

Exclusive Content for this Section is available at academy.Velaction.com

Key Points About Takt Time
- Takt time is working time available divided by average customer demand.
- Cycle time should be balanced to takt If cycle time > takt time, you can’t meet customer demand. If cycle time < takt time, the process will have a lot of waiting (waste).
- When takt time changes due to shifting demand, leaders have to adjust capacity. This often requires continuous improvement.
- Takt time, in a modified form, is applicable to the office as well as the shop floor.
![]()
Next Steps to Using Takt Time
- Get a thorough understanding of your demand. This includes deciding whether you want to break products into groups or families, and whether there are any patterns to customer purchases. Most of this work will be done by the team that handles product management functions, but in the absence of support, floor supervisors should look at the customer data themselves. Make sure to use ordering data and not production data. Actual builds rates likely flattened out the peaks and valleys.
- Collect accurate cycle times and compare them to the takt. Confusion in this step comes from two main sources. The first is that a poor process has excessive variation. The second is that there are dissimilar models in production on the same line. This makes takt time analysis extremely difficult.
- Make a continuous improvement plan to balance cycle times to the takt This may take kaizen projects, or changes to staffing.
![]()
Velaction offers a handy takt time calculator to help set your required pace of production. Get it at Continuous Improvement Central.

0 Comments