| 🔍 > Lean Terms Directory |
Andon
An andon light is one of the most common forms of visual management that is used in Lean. It is a staple in the bag of Lean tools because it is highly effective at keeping operations running smoothly.
In Lean, the term “andon” most often refers to a signaling system used to call for help when an abnormal condition is recognized, or that some sort of action is required. These andon lights are usually present on an assembly line as the cost of a problem is multiplied by the number of stations that sit idle if there is a line stop. These signals are generally a stack of colored lights that are used to request assistance. Each color signifies a different condition and a different required response.
In the Lean office, there are also signaling lights. For example, an andon will announce that a piece of equipment, like a fax machine or a printer, is having problems.
The term “andon” comes from an old Japanese word for paper lantern. An everyday example of an andon is the warning light on your car’s dashboard that indicates when the gas tank is getting close to empty.

Andons are very powerful tools, if they are used correctly. The best andons are highly visual, and can be seen from at least ten feet away. They should also be accompanied by a clear reaction plan.
Andons need to do more than just point to a problem. An andon must go hand in hand with a plan for action. Consider your car. The warning light tells you not only what the problem is, but is linked to a specific response in your operator’s manual. You know exactly what you need to do to fix it. In this case, you know you need to fill up at a gas station sooner rather than later.
Shop Floor Andons
Andons help minimize production difficulties because they rally support when problems arise. In addition to manual signaling, andon lights are also the foundation for jidoka (autonomation). Without an andon, there would be no way of knowing when the machine identified a problem and shut down.
In practice, you might see the following scenario take place:
- A worker can’t find a tool she needs to do a particular job.
- In a well-balanced, efficient line, that worker shouldn’t have much excess time available to resolve this issue. So, in order to fix this problem, she presses a button or pulls an andon cord to turn on the yellow warning light early in the takt time.
- The light will illuminate on a stack in the work cell. It might also be connected to an andon In that case, a light will indicate the status of the station on the large display board.
- A supervisor or floater quickly comes over to the station and helps look for the tool.
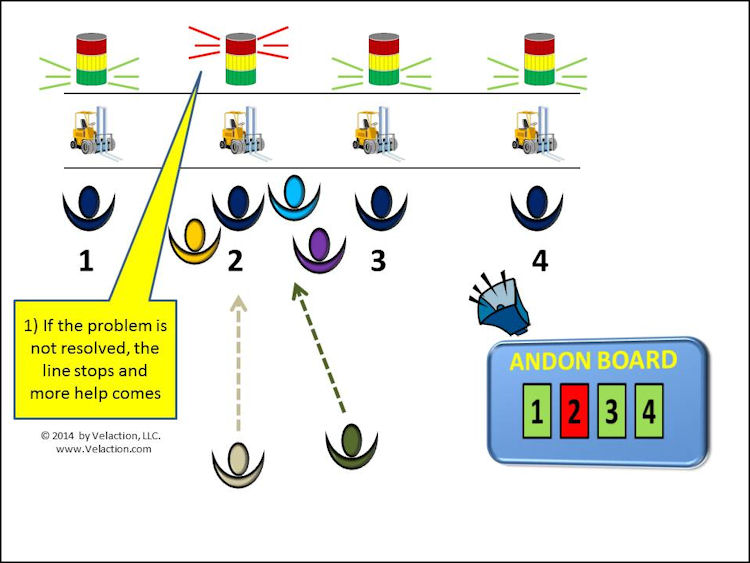
- Takt time starts to run out, and the supervisor doesn’t think he can fix the problem before the clock hits 0. He pulls the cord or hits the button for the red light to indicate a line stop condition. The takt time clock will continue to run, but the line will not advance until the red light is reset. Note that in some less sophisticated systems, the line stop will be a separate button that has to be manually pressed. In both cased, there is also likely an audible alarm to go with the line stop.
- The engineering team and managers immediately come to the station. One of them comes up with the tool and the line gets moving again.
- The supervisor records the problem. The tool was found, but this treated the symptom instead of the underlying problem. Part of continuous improvement is tracking what went wrong so the root cause of a problem can be determined and permanently resolved.
Just remember a few things when using andons. First, there may be a reverse ‘Boy Who Cried Wolf’ condition. What happens if a worker pulls the andon cord to signal a need for help, and nobody ever comes to the rescue? The employee will stop wasting his time pulling that andon cord! And if the cord is not pulled, the leadership team misses out on the opportunity to permanently fix the problem. Plus, the lack of early warning means that there will likely be more frequent line stops.
If you are a leader who has andons, ensure that there is a response when they are lit.
Andons and Standard Work
Also remember that you can build your standard work with problem resolution in mind. Let’s say that there is a work station with an easy task and a more difficult task that is prone to problems. Obviously, you want to work towards eliminating the problems, but until then, mitigate your risk. Do the harder task first. If the operator falls behind, he or she can call for help. The lead/supervisor/floater can then do the easy task and buy the operator a few more minutes. If the tough task was last on the standard work combination sheet, there would be very little the helper could do other than cheer the operator on.
Andons and Improvement
Make sure andon calls are tracked. More importantly, make sure the team figures out how to prevent problems in the future.
Make the andons a source of information for you to drive continuous improvement.
As a side note, workers generally should not have time included in their standard work to address problems. You are better off having a floater who can cover the line than adding buffer time to the standard work. Embedding extra time hides the problem in a hidden factory and it never gets the attention it deserves.

Common Andon Configurations
A stack of colored andon lights
- These lights correspond to the status of a work area. Green indicates a normal condition. Yellow signifies a need for help, and red means production has stopped, or soon will. The red light is frequently accompanied by an audible alarm. Some andons are linked to computer systems to track problems, and others can stop a moving assembly line when turned on.
An andon display or andon board
- The board shows a summary of many workstations. There are two basic uses for this type of display.
-
- It can be used to signal when each station on an assembly line is ready to shift. You are most likely to see this set-up for assembly lines that manually.
- It can be used to show which stations have a problem. When an andon cord is pulled at a station, it also may illuminate a light on an andon display.
An andon may be wired into a machine, signaling when there is a problem.
- These lights are often automatically triggered when there is a problem. If the sensors also stop production, the system is known as jidoka, or autonomation. Again, as mentioned earlier regarding the fax machine error light, you can take a fairly liberal view of what constitutes an andon The function is the same. It is just the scale that is different.
The abnormal condition andon.
- Andon lights may take a variety of other forms. A light may be linked to a space in a queue. When the space is full, the light goes on. The ‘on air’ light in a studio is also a form of andon. The key is to visually signal that an abnormal condition is present, and action is needed.

Words of Warning About Using Andon Systems:
- Be careful about using andon lights if you do not have a response plan in place. People will stop using them, and you will have a false sense of security.
- Make sure people are not scared to use their andons. They should be rewarded for identifying and preventing problems. There is a tendency to look at line stops as a bad thing. Tie line stops to problem resolution, and people will be much more likely to hit their button.
- Don’t waste the wealth of information that comes from andon lights being lit. They highlight the weak points in your processes. Capture all andon information, but more importantly, use it to solve problems.

Andon light are used to call for assistance. If help doesn’t arrive promptly or if the problem is significant, the andon light may lead to a line stop. While there is often lip service paid to this being a good thing in that it highlights and resolves problems, the reality is that there can be a stigma associated with stopping a line.
Before a company truly embraces a continuous improvement culture, it has to overcome these negative feelings associated with shutting down production. The truth is that andon lights are your friends. Use them to make your job easier.
The key is to help your leadership team focus on solving the problems that you identify when you pull the cord or press the button to call for help. After each time somebody comes to assist you, be diligent about writing down the incident. Hopefully this will be part of a formal process. If not, it still pays to write down the problems that happened. This record will help you present your case for getting improvement resources.
Leaders get busy and they manage multiple stations. They won’t be able to see or recognize the patterns that you do. By documenting what is happening, you show your commitment to eliminating the issues, but in a way that will be clear to your leadership team. Like many things, though, is important to use tact when presenting your findings if you are recording things on your own. You don’t want it to seem like a ‘gotcha’ situation. You want to present your data in support of a solution.

0 Comments